
AKTUÁLIS AKCIÓK!



")






")
")
")

AWI hegesztési mód esetén, a hegesztőív a munkadarab, és a wolframelektróda között képződik. A hegesztendő felület, az ív, és az elektróda védelemre szorul a levegő káros hatásával szemben. Ezt a védelmet a hegesztőpisztolyból kiáramló nemesgáz (Argon) biztosítja. Az AWI (TIG) hegesztés kétféleképpen történhet: hozaganyaggal, vagy anélkül. Amikor hozaganyagot használunk, oda kell figyelnünk arra, hogy az megfelelő, és kompatibilis legyen a hegeszteni kívánt munkadarabbal (acél, rozsdamentes acél, alumínium stb.).
Az argon védőgázas ívhegesztés tartozékai
1,hegesztő inverter 2,hegesztő kábelek (test, – és munkakábel) 3,nyomáscsökkentő (reduktor) 4,hegesztő pisztoly 5,argon gázpalack 6,munkadarab 7,hozaganyag


AZ AWI (TIG) hegesztés előnyei
- tiszta és salakmentes
- a beolvadás tökéletes
- szabályos, szép varrat
- nincs szükség utómunkára ( tisztítás, salakolás )
- sok fajta fém hegeszthető vele
- gyökhegesztéshez is kitűnő
- vékony lemezek is jól hegeszthetők
- komolyabb gépeknél pulzálás funkció
- AC-DC üzemmódban magas olvadáspontú fémoxidos fémek is, kitűnően hegeszthetők vele. (Alumínium stb.)
A pulzált AWI hegesztést előszeretettel használjákvékonyabb lemezek hegesztésénél. A gép a beállított frekvencia számú, és a beállított értéknek megfelelő (vagy automatikus) felső, és alsó értékű áramot produkál.
A felső áram segít teljes keresztmetszetében áthegeszteni a lemezt, míg az alsó beállított értéken pedig hagyunk időt a hűlésre úgy,hogy az ívet továbbra is fent tartjuk, így nem szakad át az anyagunk.
Wolframelektródás pulzált védőgázas hegesztés

tcs = csúcsáram idő
ta = alsóáram idő
Ics = csúcsáram érték
Ia = alsóáram érték

A varrat pikkelyezettsége pulzálásos hegesztésnél
Az argon védőgázas ívhegesztés helyes polaritás csatlakoztatása
Az AWI (TIG) hegesztés során mindig egyenes, tehát negatív polaritással hegesztünk. Ez a gyakorlatban azt jelenti, hogy az AWI pisztolyt minden esetben az inverterünk negatív pólusára csatlakoztatjuk.
Ez azért van így, mert a hegesztés folyamán, a képződő hő eloszlás nem egyforma mind a két póluson. A pozitív póluson a hő 70%-a, míg a negatív póluson a hő 30%-a képződik.
Ez azért van így, mert a hegesztés folyamatában, mikor létrejön az elektron emisszió (tehát a különböző töltésű részecskék vándorlása), az elektronok becsapódásának helyén, vagyis a katódon (+ pólus) lesz a magasabb hőmérséklet.
Itt viszont a wolfram elektródánk elégne a magas hőterhelés miatt.
Ez a szabály AC hegesztésnél is így van, hiszen ott a gép szabályozza a elektródánk terhelését a pozitív és negatív póluson. Tehát ilyen esetben is a negatív pólusra csatlakoztatjuk az AWI pisztolyt.

Wolframelektródás argon védőgázas ívhegesztés folyamata
Gázelőfutás / Bázisáram / Áramfelfutás / Hegesztőáram / Áramlefutás / Végáram / Gázutánfutás

A gázelőfutás, gázutánfutás, áramfelfutás és az áramlefutás szerepe az AWI (TIG) hegesztésnél
Az AWI (TIG) hegesztés közben, és utána elengedhetetlen a védőgáz használata, de van amikor ajánlott a hegesztés megkezdése előtt is.
A hegesztés megkezdése előtt is megkezdődhet a védőgáz kiáramlása a pisztolyból, ha ez szükséges, és ezzel elérhető, hogy a hegesztés helyén már levegő és más káros anyagtól mentes terület alakuljon ki.
Ezt nevezzük gázelőfutásnak, ami pontosan beállítható.
Még fontosabb a gázutánfutás, ami a hegesztés befejezésekor védi az érzékeny varratunkat a levegő káros hatásától, illetve segít a varrat hűtésében. A hegesztés megkezdésekor, előnyös ha a hegesztőáramunk nem hirtelen képződik, hanem hagyunk időt arra, hogy az áramunk egy alapáramról fusson fel, a hegesztőáramra. Ezt nevezzük áramfelfutásnak.
A hegesztés befejezésekor még nagyon fontos, hogy a hegesztő áramunk ne hirtelen szűnjön meg, hiszen a varrat végén a hirtelen hűlés következtében végkráter alakul ki, ami egy feszültséggyűjtő hely. Itt a kötés szilárdsági tulajdonságai meggyengülnek, és repedések indulhatnak ki. Ezért nagyon fontos funkció az áramlefutás beállítása, ami az ömledékünk lassabb lehűlését biztosítja, így nem alakul ki végkráter.
Két ütemnél a gomb megnyomásakor, az ív begyújtásakor felfut a hegesztőáram a beállított értékre. A gomb elengedésekor pedig lefut az áram a megadott értékre, és a megadott idő alatt. A gáz még jön a beállított ideig.
Az AWI (TIG) hegesztés folyamata
Koppintós gyújtás : Az ív gyújtása, tulajdonképpen gyufa gyújtásos módon történik. Az elektródáról leváló darab benne maradhat a varratban, ezért kerülendő.
Magas frekvenciás gyújtás : Az ív gyújtása a munkadarab érintése nélkül történik . A gomb megnyomásával egy időben megtörténik az ív áthúzása a munkadarabra. Ha az elektróda és a munkadarab között megfelelő a távolság, kis idő múlva létrejön a hegesztőív.
Liftes gyújtás: A két gyújtás közötti alternatíva. Az elektróda végét ugyan hozzá érintem az anyaghoz, de a rövid zárlat pillanatában, az inverter lecsökkenti az áramot egy nagyon kicsi értékre. Az ív, az elektróda felemelése pillanatában képződik, és az elvételkor az inverter felviszi a hegesztő áramot a beállított értékre.
A liftes és nagyfrekvenciás gyújtásnál is lehetséges a 2T (ütem) vagy a 4T (ütem)-es gyújtás.
Két ütemnél a gomb megnyomásakor, az ív begyújtásakor felfut a hegesztőáram a beállított értékre. A gomb elengedésekor pedig lefut az áram a megadott értékre, és a megadott idő alatt. A gáz még jön a beállított ideig.
Négy ütemnél a gomb benyomásakor ívet fogunk. A gomb elengedésekor felfut az áram a beállított értékre. Újabb benyomáskor lefut az áram egy bázis áramra a beállított idő alatt, majd elengedéskor kialszik az ív, és a gáz még jön a beállított ideig.

Wolframelektródás argon védőgázas ívhegesztés ívgyújtásának változatai


A hagyományos hegesztő egyenirányítóval történő DC (Egyenáramú) hegesztésnél az egyenirányító a hegesztőív rezgését remegését eredményezi, ez rossz minőségű hegesztési varratot eredményezhet. Ezzel szemben a hegesztő inverter egyenletes stabil ívet biztosít.
Az inverter sokkal magasabb frekvencián dolgozik (50 – 100 KHz).

Az AC négyszögjelű inverterek alumínium, és más könnyűfémek TIG hegesztésére használatosak. Az alumíniumon kialakult oxidréteg olvadáspontja sokkal magasabb, mint a tiszta alumíniumnak, ezért ennek a könnyű hegesztését csak váltóáramú ( AC ) hegesztési mód teszi lehetővé.

AC váltóáramú-hegesztés
A hagyományos hegesztőtrafók ebben az üzemmódban, 50/60 Hz frekvencián dolgoznak.
Ez a rezgésszám nem garantálja a stabil ív kialakulását. Ezzel ellentétben, az AC inverter 80-200 Hz közötti négyszögjelet hoz létre, így csökkenti a pozitív fél hullámok intervallumát, több erőt és stabilitást adva az ívnek. Ez a plusz/mínusz ciklus, tetszés szerint beállítható és a felhasználó rendelkezik felette aszerint, hogy milyen mély beolvadást szeretne elérni a lehető legtisztább varrat létrehozásához.
AZ AWI (TIG) HEGESZTÉSHEZ SZÜKSÉGES ANYAGOK
Hozaganyag: hegesztőpálca
Segédanyag : argon védőgáz, wolfram elektróda
Hegesztőpálca 1 m-es hosszúságú huzal, melynek összetétele és átmérője az alapanyagtól függ.
Pálca átmérő: d = s/2 + 1 mm, ahol az s az anyagvastagság.
Méretek: átmérő: 0.8, 1.0, 1.2, 1.6, 2.0, 2.4, 3.
Wolfram elektróda méretek: (mm)
átmérő: 0.25, 0.5, 1.0, 1.6, 2.4, 3.2, 4.0, 4.8, 6.4
hossza: 50, 75, 175
A három leggyakoribb wolfram elektróda
| ELEKTRÓDA | SZÍN | FELHASZNÁLÁS |
| W+Cérium-oxid | Szürke | Univerzális |
| Tiszta Wolfram | Zöld | Al, és könnyű fémek, ötvözetek |
| W+Tórium-oxid | Piros | Acél,rozsdamentes acél, réz |
AWI (TIG) hegesztőpisztolyok

Nyomógombos TIG pisztoly
Léghűtéses ( 200 A )
Nyomógombos TIG pisztoly
Vízhűtéses ( 250 A )
Azokhoz a típusokhoz használjuk, ahol a gépen keresztül jön a gáz, tehát a gomb megnyomásakor nyit a gépben lévő gázszelep, és ekkor indul a gázfutás. 200 A feletti hegesztőáramnál ajánlatos vízhűtéses pisztolyt használni.

Gázelzárós TIG pisztoly
Léghűtéses ( 200 A )
Gázelzárós TIG pisztoly
Vízhűtéses ( 250 A )
Ezt az AWI pisztolyt akkor alkalmazzuk, ha egyszerűbb
inverterrel dolgozunk . Ilyenkor koppintós, vagy liftes gyújtást használunk. Ívgyújtás előtt a nyomáscsökkentőre közvetlenül rácsatlakoztatott pisztolyon megnyitjuk a szelepet, majd a hegesztés befejezésekor elzárjuk.

250 A hegesztőáramtól vízhűtőkört kell alkalmazni az AWI pisztoly felmelegedése ellen. Ez esetben a pisztoly megfelelő részeit összekötöm a vízhűtőkör csatlakozójával.
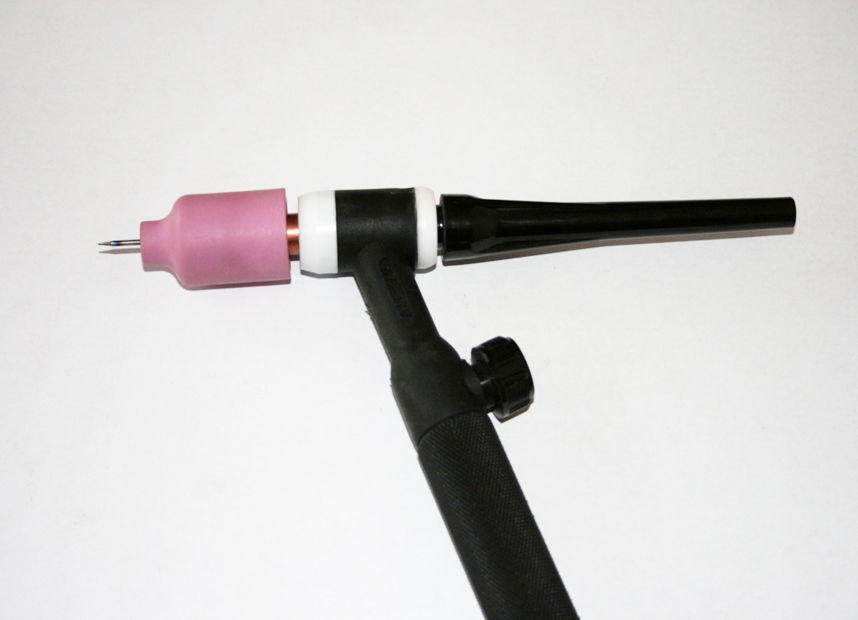
Az AWI pisztoly részei

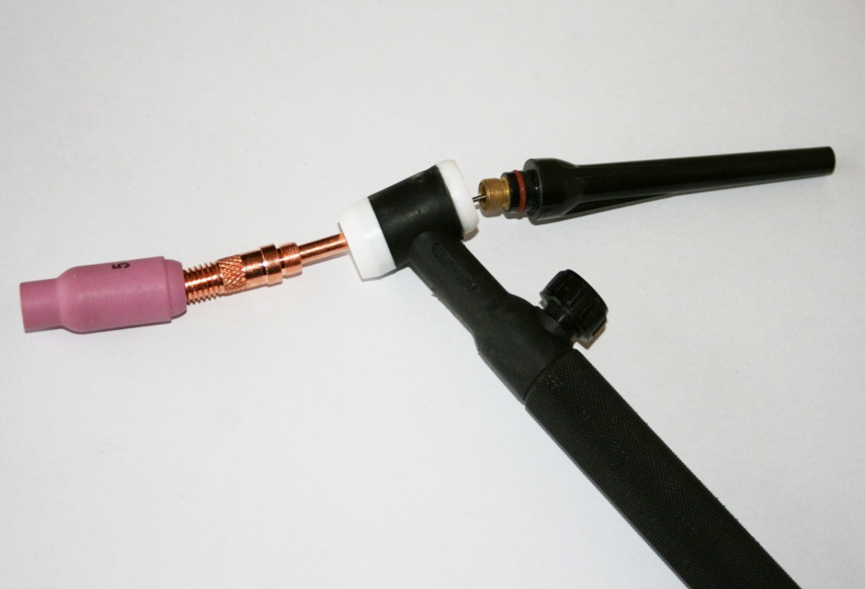
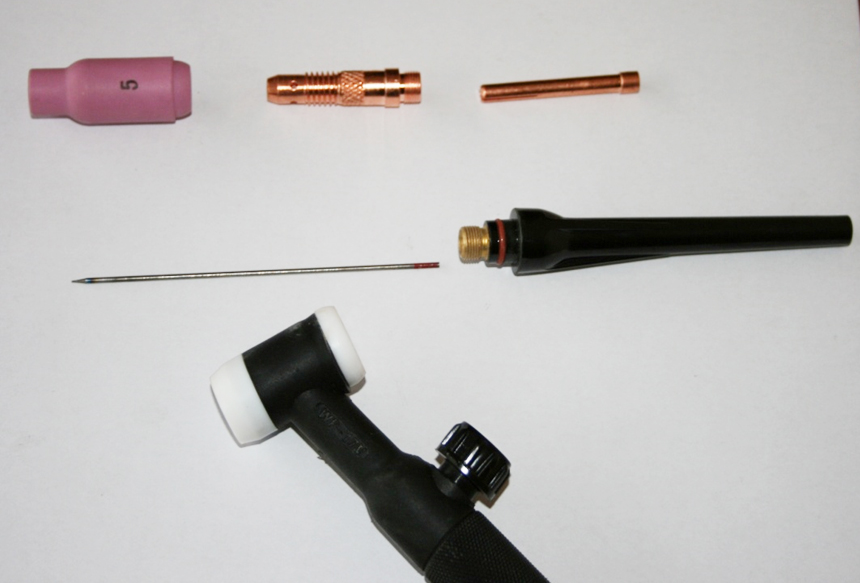
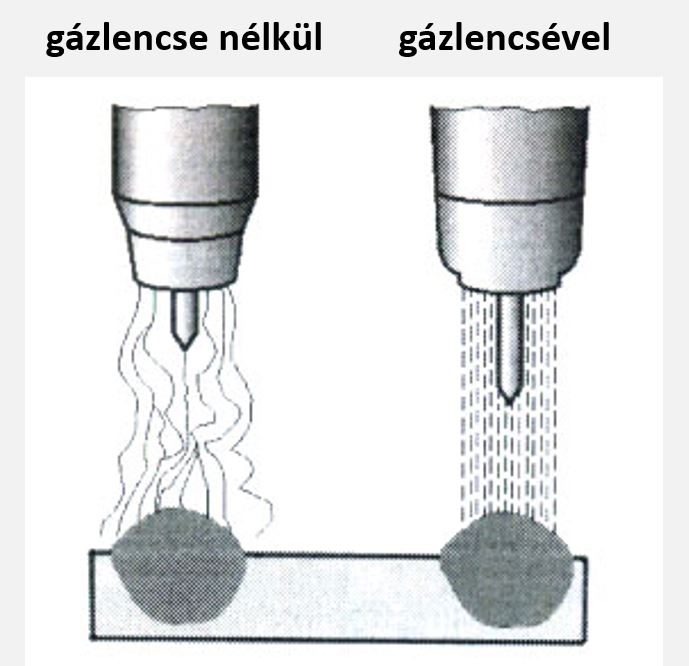
AWI pisztoly gázlencsés betéttel


Wolframelektródás argon védőgázas ívhegesztés

A fogyóelektródás semleges védőgázas ívhegesztés (MIG) – Hegesztési alapismeretek
AKTUÁLIS AKCIÓK
Bevontelektródás kézi ívhegesztés (MMA) – Hegesztési alapismeretek
AKTUÁLIS AKCIÓK
Inverter technológia, az inverter működési elve
AKTUÁLIS AKCIÓK
Hegesztési alapismeretek
AKTUÁLIS AKCIÓK
MIG/MAG (CO2) hegesztőpisztolyok
Nozzle: fúvóka (gázterelő) Contact tip: áramátadó Insulated neck: pisztolynyak Torch body:...

AWI/TIG hegesztő pisztolyok
AKTUÁLIS AKCIÓK![dsm_image_carousel gallery_ids="14813,14810,14762,14761,14822,14823,14824"...
NE MARADJON LE AKCIÓINKRÓL!
Iratkozzon fel hírlevelünkre!
![]()
Ön az "elfogadom az ÁFSZ-t és az adatvédelmi nyilatkozatot" kipipálva elfogadja, hogy Önnek marketing tartalmú leveleket küldjünk. Adatait bizalmasan kezeljük.